
В процессе комплексной механизации и автоматизации производства отдельные машины и аппараты объединяют в агрегаты и поточные линии. Совокупность специализированных технологических машин, расположенных в соответствии с определенным технологическим процессом и связанных между собой транспортными устройствами, называется поточной линией.
Механизация и автоматизация производственных процессов при организации поточных линий может быть частичной или комплексной.
При частичной механизации или автоматизации поточной линией охвачены только основные производственные процессы.
При комплексной механизации и автоматизации все основные и вспомогательные производственные процессы механизированы или автоматизированы, включая операции по контролю, регулированию и управлению. Механизация основного производства затруднена ввиду того, что отечественное машиностроение серийно не выпускает комплексно-механизированные линии для производства хлеба, макаронных и кондитерских изделий. В результате часть поточных линий комплектуется из разрозненных машин и аппаратов.
Повышение уровня механизации и автоматизации в хлебопекарной промышленности обычно связано с необходимостью специализации производства и более или менее жесткой фиксации, последовательности и ритма выполнения производственных операций. Поэтому на хлебозаводах внедряются производственные линии двух типов:
комплексно-механизированные и автоматизированные линии, предназначенные для специализированного производства основных сортов массовой продукции, к которым относятся формовые сорта хлеба, батоны и круглый подовый хлеб. Объем производства этих видов продукции составляет около 75…85% общего производства хлебных изделий в Российской Федерации, а по отдельным регионам достигает еще большей величины;
Рис. 7.1. Схема линии для производства формового хлеба с расстойно-печным агрегатом большой мощности
механизированные линии для производства хлебных изделий в ассортименте с возможным переходом с одного сорта на другой в пределах определенных ассортиментных групп продукции.
По виду выпускаемой продукции и назначению поточные линии хлебопекарных предприятий классифицируются следующим образом:
для производства формового хлеба;
для производства подовых изделий;
для производства мелкоштучных и булочных изделий;
для производства специальных сортов изделий (сухарных и бараночных изделий, соломки, хлебных палочек и др.).
По технико-экономическим показателям линии соответствуют современному уровню развития техники, обеспечивают высокую культуру производства, производительность труда и позволяют вырабатывать изделия высокого качества.
Линии для производства формового хлеба.
Линия для производства формового хлеба с тупиковой печью или расстойно-печным агрегатом большой мощности (рис. 7.1) включает в себя бункерный тестоприготовительный агрегат 7. Управление работой тестомесильных машин 2, дозаторов муки 4, воды 3, раствора соли 6 и опары 77, смесителя 10 и насоса 9 для подачи воды на замес теста автоматизировано и ведется по заданной по времени программе с помощью командных приборов (КЭП), установленных на центральном пульте 5.
Механическая укладка кусков теста в формы 7 при помощи делительно-посадочного автомата и выгрузка готовых изделий на ленточный транспортер 8 исключают на этих участках ручные операции.
Линия для производства формового хлеба с туннельными печами (рис. 7.2) выпускается двух типоразмеров с площадью пода 25 или 50 м2 и состоит из делительно-укладочной машины 14, агрегата окончательной расстойки 4 туннельной хлебопекарной печи 3, привода 7, конвейера готовой продукции 8 и отводящего конвейера 9, а также щита управления 11.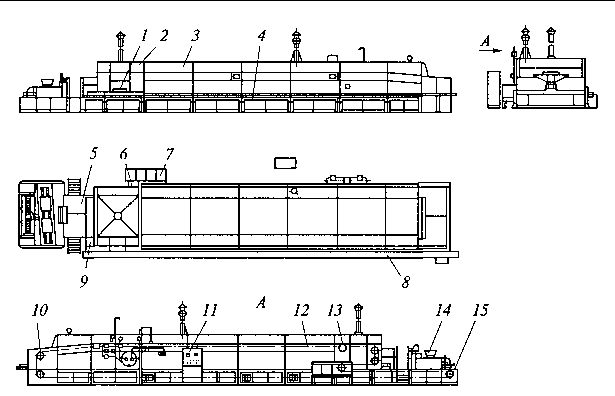
Рис. 7.2. Схема линии для производства формового хлеба с туннельными печами
Агрегат окончательной расстойки представляет собой конструкцию, состоящую из отдельных связанных между собой секций. Внутри секций установлены приводной 6 и натяжные валы 10, 15, кондиционеры и направляющие. Натяжные и поворотные звездочки охватываются двумя «бесконечными» тяговыми цепями 12 с шагом 140 мм, которые своими катками движутся по направляющим. На цепях шарнирно подвешены люльки 13, на каждой из которых закреплены 17 хлебопекарных форм.
В разгрузочной секции 2 агрегата смонтирован механизм опрыскивания готовых изделий водой. Выходящая из печи люлька взаимодействует с механизмом включения, в результате подает сигнал на подачу воды в форсунку. Подача воды регулируется электромагнитным клапаном.
Выгрузка готовых изделий из форм происходит путем опрокидывания и встряхивания люльки, проходящей через упор опрокидывания и гребенку для встряхивания. Под механизмом выгрузки установлен поперечный конвейер 1 с индивидуальным приводом для передачи выгруженного хлеба на конвейер готовой продукции. К разгрузочной секции примыкают промежуточная секция 5 и отводящий конвейер 9 с индивидуальным приводом. В этой зоне находится рабочее место оператора, контролирующего полную выемку хлеба из форм.
Загрузка форм тестом осуществляется в процессе движения конвейера с помощью делительно-укладочной машины. Температурный режим и влажность расстойной среды поддерживаются с помощью кондиционеров.
Туннельная печь выполнена на базе печи РЗ-ХПУ и устанавливается непосредственно на расстойные секции агрегата окончательной расстойки на уровне 700 мм от пола.
Делительно-укладочная машина представляет собой смонтированную на четырехколесной тележке конструкцию, состоящую из шнекового тестоделителя, загрузочного бункера и механизма смазки форм. Она перемещается возвратно-поступательно по направляющим, установленным под углом 4° к продольной оси люльки расстойно-печного конвейера. Возвратно-поступательное перемещение делительно-укладочной машины осуществляется с помощью непрерывно движущегося двухконтурного цепного конвейера.
Линии для производства подовых изделий.
Для производства батонов и круглого подового хлеба могут использоваться линии с тупиковыми и туннельными печами.
Линия с тупиковой печью для производства батонов (рис. 7.3) содержит тестоприготовительный агрегат 1 бункерного типа, делитель 2 с лопастным нагнетанием, округлительную машину 3 конического типа, шкаф предварительной расстойки 4, закаточную машину 5, маятниковый укладчик 6 заготовок в люльки шкафа окончательной расстойки, конвейерный шкаф расстойки 7 с механизмом выгрузки тестовых заготовок, посадчик заготовок 8 на люльки печи и печь 10 типа ФТЛ-2 с устройством 9 для выгрузки выпеченного хлеба
Линия с туннельной печью для производства круглого подового хлеба (рис. 7.4) комплектуется из следующего серийно выпускаемого технологического оборудования: тестоприготовительного агрегата 7, делительной машины 2, округлителя 3, подающего транспортера 4, конвейерного шкафа окончательной расстойки 5 с механизмами для укладки тестовых заготовок в люльки шкафа расстойки и пересадки их на под печи 6 и ленточного транспортера 7 для готовой продукции.
Рис.7.3.Схема линии с тупиковой печью для производства батонов
Рис. 7.4. Схема линии с туннельной печью для производства круглого подового хлеба
Участок линии для разделки и формования теста может работать в автоматическом и ручном режимах. При автоматическом режиме тестоделительная машина работает периодически, останавливается на время, необходимое для укладки тестовых заготовок в люльку конвейера шкафа окончательной расстойки. Пуск тестоделителя производится датчиком, расположенным на конвейере печи. Цикл работы рассчитан так, что после укладки в люльку шкафа окончательной расстойки тестовых заготовок датчик включает привод конвейера, который перемещается на один шаг и подводит очередную люльку под загрузку.
Во время очередного перемещения конвейера расстойки люлька с расстоявшимися тестовыми заготовками встречает упоры и опрокидывается, а тестовые заготовки перекладываются на сетчатый под печи.
Линия для производства батонов по ускоренной технологии имеет существенное отличие от традиционной технологии, заключающееся в том, что брожение теста происходит не в массе, а в сформованных кусках теста после всех механических воздействий на него.
Оперативный запас муки хранится в производственном бункере. От аппаратов водоподготовки и дозаторов подаются жидкие компоненты, холодная вода и мука в тестомесильную машину, где в дежах происходит интенсивный замес теста с пониженной до 22….24 оС
После замеса по заданной программе тесто поступает в делитель при помощи дежеопрокидывателя. В воронке делителя уровень теста поддерживается автоматически — при его понижении подается сигнал, разрешающий очередной замес. Затем тестовые заготовки обрабатываются в округлителе, проходят кратковременную (10… 15 мин) предварительную расстойку в шкафу и закатываются в машине ленточного типа. После этого укладчик направляет заготовки на люльки расстойно-печного агрегата, где изделия расстаиваются и выпекаются.
Работа линии контролируется и регулируется с единого пульта управления, при этом автоматически синхронизируется работа агрегатов, дозируется заданное количество компонентов, регулируется температура воды, подаваемой на замес теста, поддерживаются оптимальные температурно-влажностные параметры в шкафах расстойки по зонам печи.
При работе линии механическое воздействие на тесто (деление, округление) происходит сразу после его замеса, при этом пониженная температура замедляет процесс брожения. Тестовые заготовки поступают в шкаф предварительной расстойки, где в них начинается процесс брожения. Затем заготовки проходят последнюю обработку — раскатку и посадку в расстойно-печной агрегат. Только после этого на едином конвейере происходят брожение теста в отдельных кусках и выпечка батонов.
Реализация столь «мягкого» процесса производства пшеничных изделий позволила получить заметное улучшение качественных показателей.
Линии для производства мелкоштучных и булочных изделий.
Для производства обыкновенной и выборгской сдобы, а также других мелкоштучных изделий на предприятиях малой производительности применяются линии с механизацией отдельных процессов: тестоприготовления с дозированием сырья, тесторазделки, предварительной и окончательной расстойки. Формование и раскладка тестовых заготовок на листы, посадка их в шкаф окончательной расстойки, а затем в печь, последующая выемка изделий из печи и отделка поверхности (обсыпка сахарной пудрой, смазка помадой и др.), как правило, производятся вручную.
Более высокая степень механизации характерна для поточных линий по производству мелкоштучных и булочных изделий. Такие линии используются в специализированных цехах хлебозаводов.
Линия для производства сдобы и булочной мелочи (рис. 7.5) обеспечивает механизацию операций, начиная от приготовления теста и кончая укладкой готовой продукции в лотки.
Приготовление теста производится на двух кольцевых конвейерах: опарного 16 и тестового 75 в дежах емкостью 140 л. Каждый конвейер оборудован автоматическими станциями для дозирования муки и жидких компонентов, а также тестомесильной машиной 14 с механизмом для подъема и вращения дежей.
Выгрузка опары из дежей опарного конвейера 16 и загрузка ее в дежи тестового конвейера 75, а также загрузка готового теста в делительную машину производятся с помощью двух опрокидывателей 1 и 3. После выгрузки теста дежи очищаются от его остатков деже очистителем 2.
Рис. 7.5. Схема линии для производства сдобы и булочной мелочи
Куски теста, полученные в делительной машине 13, поступают в округлительную машину 12, а затем в шкаф предварительной расстойки 4. После этого тестовые заготовки поступают в соответствующий каждому виду изделия тестоформующий механизм 11, где они формуются по пять штук в ряд. Затем с помощью выгрузочного механизма 5 заготовки подаются в шкаф окончательной расстойки 6. Регулирование продолжительности расстойки достигается перемещением механизма, переталкивающего листы с тестовыми заготовками. Из шкафа окончательной расстойки листы с заготовками переталкиваются механизмом 7 на подики тупиковой печи 8. Одновременно листы с изделиями выгружаются из печи на транспортер, который подает их в машину 9 для укладки продукции в лотки.
После освобождения от изделий листы поступают в машину 10 для очистки и смазки, а затем по транспортеру возвращаются в тестоформующую машину для загрузки.
Линия для производства слоеных булочных изделий используется для изготовления изделий широкого ассортимента с различными начинками массой от 0,07 до 0,11 кг.
Тесто из месильной машины интенсивного действия после выбраживания в тестовом бункере ковшовым транспортером подается в бункер формовочной машины, к которой подключены холодильные коммуникации. Из этой машины тесто в виде полосы охлажденного слоеного пласта направляется в установку для разделки слоеного теста, где происходят двойная поперечная раскатка пласта, его размораживание с помощью горячего воздуха, продольная и поперечная раскатки, выдача начинки и ручная формовка изделий.
Листы с тестовыми заготовками с участка ручной формовки по верхнему транспортеру поступают на стол загрузки в конвейерный шкаф, где они объединяются по три штуки и направляются на двухполочные люльки расстойного шкафа. Продолжительность расстойки около 120 мин. Из расстойного шкафа листы с тестовыми заготовками поступают на участок отделки изделий для
Перед загрузкой в печь листы снова комплектуются по 3 шт. на столе, а затем направляются на под туннельной печи. С ленточного транспортера работница вручную сбрасывает изделия в лоток, установленный на штабелере, а пустые листы укладывает на цепной транспортер для подачи в машину очистки и смазки. После этого они транспортером подаются на участок укладки листов.
Линия для производства мелкоштучных изделий (рис. 7.6) отличается рациональным сочетанием широты ассортимента изготовляемой продукции и высокой производительностью.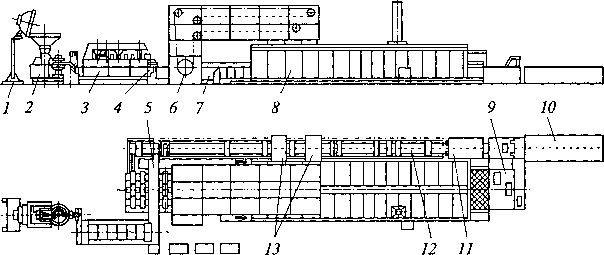
Рис. 7.6. Схема линии для производства мелкоштучных изделий
Это достигается путем использования тестоприготовления в подкатных дежах и универсального формующего оборудования.
В состав линии входят тестоприготовительное оборудование, дежеопрокидыватель 1, делительно-округлительная машина 2, агрегат для формования тестовых заготовок 3, укладчик 4 тестовых заготовок на листы, посадчик листов 5 в шкаф расстойки, конвейерный шкаф окончательной расстойки 6, посадчик листов 7 на сетчатый под туннельной печи 8. В конце линии предусмотрены установка 9 для ориентирования листов, машина 11 для очистки и смазки листов, транспортер 12 для возврата листов к месту загрузки, накопитель листов 13 и транспортер 10 для готовых изделий.
Для приготовления теста в линии использованы тестомесильные машины с подкатными дежами. После перегрузки теста в воронку делительно-округлительной машины 2 сформованные на агрегате 3 тестовые заготовки по 5 шт. в ряду транспортером подаются на механизм укладки 4, действующий по принципу «убегающей ленты», с помощью которого они перекладываются на листы. Листы с заготовками специальным механизмом 5 перемещаются в люльки шкафа окончательной расстойки 6. По окончании расстойки листы автоматически перемещаются на под туннельной печи 8.
После выпечки листы с готовыми изделиями механически выгружаются из печи на ленточный транспортер 10, с которого производится перекладка изделий в лотки. Освободившиеся листы поступают в машину 11 для чистки и смазки и далее по транспортеру направляются к месту загрузки у тестоформующего агрегата.
Линии для производства специальных видов изделий.
Линия для производства бараночных изделий показана на рис. 7.7. Тесто, имеющее относительно низкую влажность, готовят на специальной
Рис. 7.7. Схема линии для производства бараночных изделий
непрерывно возобновляемой закваске («притворе») или на опаре с применением прессованных дрожжей. Ввиду малого содержания воды процесс приготовления теста состоит из двух операций: замеса в тестомесильной машине, конструктивно рассчитанной на замес крутого теста, и дополнительной механической обработки на натирочной машине для обеспечения однородности и высокой пластичности структуры полуфабриката.
После натирки тесто должно иметь период отлежки — брожения (30… 60 мин). Затем тесто поступает на делительно-закаточную машину, из которой выходят сформованные тестовые заготовки.
Сформованным тестовым заготовкам дают необходимое время (при машинном формовании от 30 до 90 мин) для расстойки, после чего следует обварка в кипящей воде или ошпарка в соответствующих паровых камерах. При этом в результате прогрева в тестовых заготовках осуществляются процессы клейстеризации крахмала и денатурации белков, особенно интенсивно происходящие в поверхностном слое теста. В результате поверхность изделия после выпечки становится блестящей, глянцевой.
Бараночные изделия выпекают в конвейерных люлечных или ленточных печах. Выпечка в зависимости от вида, сорта и массы изделий длится обычно 10…20 мин.
Линия состоит из тестомесильной машины 1 для замеса притвора с дозировочной станцией 2 и автомукомером 3, ковшового подъемника 4, двух дежевых конвейеров для притвора 5 и опары 6, машины 7 для замеса теста с дозировочной станцией 9, натирочной машины 8, делителя теста на куски 77, распределителя кусков теста 10 делительно-закаточной машины 13 и ленточного транспортера 12 для подачи теста к делительно-закаточным машинам.
Для расстойных досок с тестовыми заготовками предусмотрен ленточный транспортер 14, который подает их в конвейерный шкаф 15 окончательной расстойки. При помощи перекладчика 16 тестовые заготовки перегружаются в ошпарочную машину 17 и далее поступают в туннельную печь 18 с сетчатым подом. Готовые изделия выгружаются на охлаждающий транспортер 19 и далее ленточными транспортерами направляются в упаковочное отделение: баранки — на низальные машины, сушки — на фасовочно-упаковочный автомат, где фасуются в пакеты из полиэтиленовой пленки по 200…250 г. Пакеты с готовой продукцией по конвейеру поступают в контрольно-отбраковочное устройство, далее по конвейеру — к счетчику пакетов с готовой продукцией и на укладочный стол. Здесь пакеты укладываются в контейнер или другую тару.
Линия для производства сдобных сухарей (рис. 7.8) состоит из следующих машин и механизмов: тестомесильной машины периодического действия 1 с дежами 2, опрокидывателя 3, формовочной машины 4, ленточного транспортера 9 для тестовых заготовок сухарных плит, рольганга 10 для листов с полуфабрикатами, конвейерного шкафа 5 окончательной расстойки, посадчика 6 листов на под печи с механизмами наколки и смазки полуфабрикатов, туннельной печи 7 с сетчатым подом, конвейерного шкафа 8 для охлаждения плит, ленточного транспортера 15 для черствых плит, резальной машины 11, ленточного транспортера 12 для раскладки ломтей на листы, конвейера возврата 13 и автоматов 14 для упаковывания их в тару. В числе вспомогательного оборудования применены машины для чистки и смазки листов.
Рис.7.8. Схема линии для производства сдобных сухарей
Для возврата листов используется конвейер возврата 15.
В рассматриваемой линии возможно использование агрегатов непрерывного действия вместо дежей. Сдобные сухари содержат значительное количество жира и сахара, поэтому процессы брожения тестовых полуфабрикатов и расстойки заготовок сухарных плит требуют большей продолжительности.
После формования и укладки на металлические листы (противни) тестовые заготовки сухарных плит подвергаются расстойке в конвейерном шкафу 5. При пересадке на под туннельной печи /тестовые заготовки накалываются и их верхняя поверхность смазывается меланжем. Выпечка сухарных плит производится без пароувлажнения при пониженных температурных режимах. Выдержка сухарных плит в конвейерном шкафу 8 для охлаждения необходима для повышения жесткости и пластичности их структуры, что обеспечивает минимальное количество отходов и брака при резании. При использовании приточно-вытяжной вентиляции выдержка сухарных плит обычно составляет 6… 16 ч. При перегрузке выпеченных плит в шкаф охлаждения металлические листы конвейером возврата 13 направляются к машине чистки и смазки, а затем вновь к формовочной машине 4.
Представленный на рис. 7.8 набор оборудования поточной линии с одной печью соответствует трехсменному режиму работы: 1-я смена — выпечка сухарных плит, 2-я и 3-я смены — сушка сухарей. Таким образом, шкаф охлаждения выполняет функцию накопителя, а печь переналаживается на два разных режима — выпечки и сушки.
Сушка сдобных сухарей возможна только в хлебопекарных печах, так как наличие лучистой составляющей теплообмена обеспечивает получение необходимой по требованиям стандарта окраски боковых сторон сухаря. Высокопроизводительные линии производства сдобных сухарей комплектуются двумя печами: одной — для выпечки сухарных плит, второй — для сушки сухарей. При этом для согласованной работы линии площадь пода второй печи должна быть в 2 раза больше.
После резки на ломти полуфабрикат раскладывают на листы или под печи на боковую сторону с помощью механизма раскладки 12. После сушки сухари подвергают стабилизации, а затем упаковывают на автоматах 14.
На линии для производства хлебных палочек (рис. 7.9) изготовляют продукцию, которая по своим органолептическим показателям представляет собой хрупкие сухие продолговатые изделия округлого сечения. Их изготовляют нескольких наименований — простые, сдобные, соленые, с тмином из пшеничной муки высшего и 1-го сортов. Хлебные палочки имеют толщину 8… 12 мм, длину 150…270 мм. По физическим свойствам и возможности длительного хранения палочки можно отнести к сухарным изделиям.
Рис. 7.9. Схема линии для производства хлебных палочек
Линия состоит из следующего основного оборудования: тестомесильной машины периодического действия 7, машины для предварительной вальцовки теста 2, устройства 3 для сворачивания тестовой ленты и сокращения ее ширины вдвое, машины с четырьмя парами валков 4 на общем ленточном транспортере для дальнейшей раскатки тестовой ленты и формовочной машины 5
Тесто замешивают в машине периодического действия, после чего его оставляют на брожение. После брожения тесто пропускают через натирочную машину, затем выдерживают в течение 15… 20 мин.
Тесто разделывают на специальной жгуторезальной формовочной машине, где между двумя рифлеными валками тесто разрезается на тонкие жгуты диаметром 6…8 мм, которые затем режутся по длине на отрезки длиной (270 ±15) мм и укладываются на желобчатые листы размерами 1380×800 мм.
Для окончательной расстойки тестовых заготовок в линии предусмотрен шкаф с вертикальным конвейером 9, на люльки которого листы загружаются механически. Сформованные тестовые заготовки перед выпечкой подвергаются гигротермической обработке. Продолжительность расстойки тестовых заготовок 50 мин. Изделия выпекаются в течение 10… 12 мин при температуре 200…250 °С.
Для выпечки изделий применяется туннельная печь 8 с ленточным подом и электрообогревом. После выпечки листы с готовыми изделиями поступают на замкнутый цепной конвейер 7 для охлаждения и упаковывания, а затем вновь подаются на загрузку к формовочной машине. Упаковывание изделий в целлофановые пакеты производится на автомате 6.
Линия для производства соломки (рис. 7.10) состоит из пресса 4 для формования жгутов теста, варочного агрегата 3, электрической печи 2 и щита управления 7. На раме пресса 4 смонтированы
Рис.7.10. Схема линии для производства соломки.
электродвигатель с вариатором и червячным редуктором, бункер с двумя шнековыми камерами, заканчивающимися матрицей, через которую выдавливаются жгуты.
Тесто загружают в приемный бункер, откуда оно поступает в расположенные под ним камеры и через матрицу с отверстиями диаметром 6,2 мм в виде жгутов выдавливается на ленточный конвейер, который приводится в движение от электродвигателя варочного агрегата. Варочный агрегат 3 представляет собой ванну с сетчатым конвейером. На раме варочного агрегата смонтированы электродвигатель, узлы надрезки жгутов и посыпания их солью и ленточный конвейер.
Жгуты теста попадают на ленточный конвейер, проходящий через ванну с 2%-ным раствором соды, в течение 50 с провариваются при температуре 85… 89 °С и направляются к узлу надрезки. Затем заготовки длиной 280 мм посыпаются солью и по ленточному конвейеру поступают на сетчатый под электрической печи. При производстве сладкой соломки узел для посыпки отключают.
Электрическая печь 2 для выпечки соломки состоит из отдельных соединенных между собой изолированных секций с закрепленными в них электронагревателями, приводного и натяжного барабанов, сетчатого пода, узла очистки сетки, вытяжного воздуховода с вентилятором.
Электронагреватели смонтированы поперек движения жгутов над рабочей ветвью сетчатого пода и под ней. Верхние нагреватели расположены в фокусе отражателей, изготовленных из полированного алюминия. Число электронагревателей в секциях зависит от температуры в различных зонах печи. Печь условно разделена на три зоны, в которых поддерживается температура соответственно 210…220, 220…230 и 200…220 °С.
Паровоздушная среда удаляется из пекарной камеры вентилятором, смонтированным между первой и второй зонами.
Жгуты теста из варочного агрегата попадают на сетчатый под печи, выпекаются и поступают на упаковывание.
Very Informative about bakery production lineup process