Для завертки кондитерских изделий применяются машины-полуавтоматы, в которых подача изделий осуществляется вручную, и автоматы; в которых изделия подаются на завертку автоматически.
Машины и автоматы для завертки карамели, конфет и ириса
В кондитерской промышленности наиболее широко распространены различные машины-полуавтоматы и автоматы для завертки карамели, конфет и ириса как наиболее массовой
продукции кондитерского производства. Эти машины обычно состоят из следующих основных узлов: питателя для изделий, питателя для оберточного материала, механизма подачи обертки (щипцов), механизма ножниц для отрезания обертки, транспортирующих устройств — ротора или транспортера, завертывающих механизмов, привода.
Машины для завертки карамели и конфет различают по расположению рабочего ротора (горизонтальному или вертикальному), по способам и видам завертки (с двусторонней перекруткой концов этикетки, «в уголок», в одностороннюю перекрутку— «бантик», в обтяжку — при завертке в фольгу и др.) и по способам питания изделиями (ручное или автоматическое) и оберточными материалами (рулонным, флатовым или комбинированным).
В настоящее время имеют распространение машины-полуавтоматы с горизонтально расположенным ротором для завертки изделий в двойную перекрутку, реже — «в уголок», с ручными и автоматическими питателями для изделий, преимущественно с рулонными питателями для оберточных материалов.
К этой группе относятся завертывающие машины типа ЕФ-1, ЕФ-2, ЕФ-3, ЕФ-4, ШАЗ и др. Эти машины имеют небольшую производительность — до 110—130 шт. в минуту.
В последнее время получили распространение машины-автоматы с вертикально расположенным ротором, автоматическими питателями для изделий и рулонными питателями для оберточных материалов. Автоматы для завертки карамели, конфет и ириса с вертикально расположенным ротором более совершенны и производительны по сравнению с автоматами, имеющими горизонтальный ротор, в них путь передачи изделия с оберткой из питателя в рабочий ротор короче. Преимуществом таких автоматов является также то, что в них приводная часть обычно расположена в более удобном для обслуживания месте, в стороне от рабочей части автомата, а не под рабочим ротором, как в машинах с горизонтально расположенными роторами.
К заверточным автоматам с вертикальным ротором (или узлами, его заменяющими), применяемым на наших фабриках, относятся автоматы: ЕУ-3, ЕУ-4, ЕУ-5, ЕУ-7, ЗКЦА, 5ИСТ, ИЗМ-1, ИЗМ-2 и др.
В качестве оберточного материала на этих машинах используются парафинированная бумага плотностью 30—34 г/м2 для этикеток, парафинированная бумага плотностью 25—30 г/м2 для подвертки и алюминиевая фольга толщиной 0,07 мм.
Полуавтоматы типа ЕФ для завертки карамели и конфет «в уголок» («Нагема», ГДР). Машины типа ЕФ предназначены для завертки карамели и конфет различной формы и размеров, для чего машины комплектуются сменными форматными деталями. Полуавтомат ЕФ-1 завертывает изделия с заделкой концов этикетки вперекрутку (см. рис. 9.1,а), полуавтоматы марок ЕФ-2 и ЕФ-3 завертывают изделия с заделкой концов этикетки «в уголок» (см. рис. 9. 1, в), машина ЕФ-4 предназначена для завертки изделий куполообразной формы с заделкой концов упаковочного материала в обтяжку (см. рис. 9. 1, б).
Завертка изделий «в уголок» производится в три обертки: подвертку и фольгу, подаваемые с рулонов, и флатовую красочную этикетку из писчей бумаги, подаваемую из кассеты.
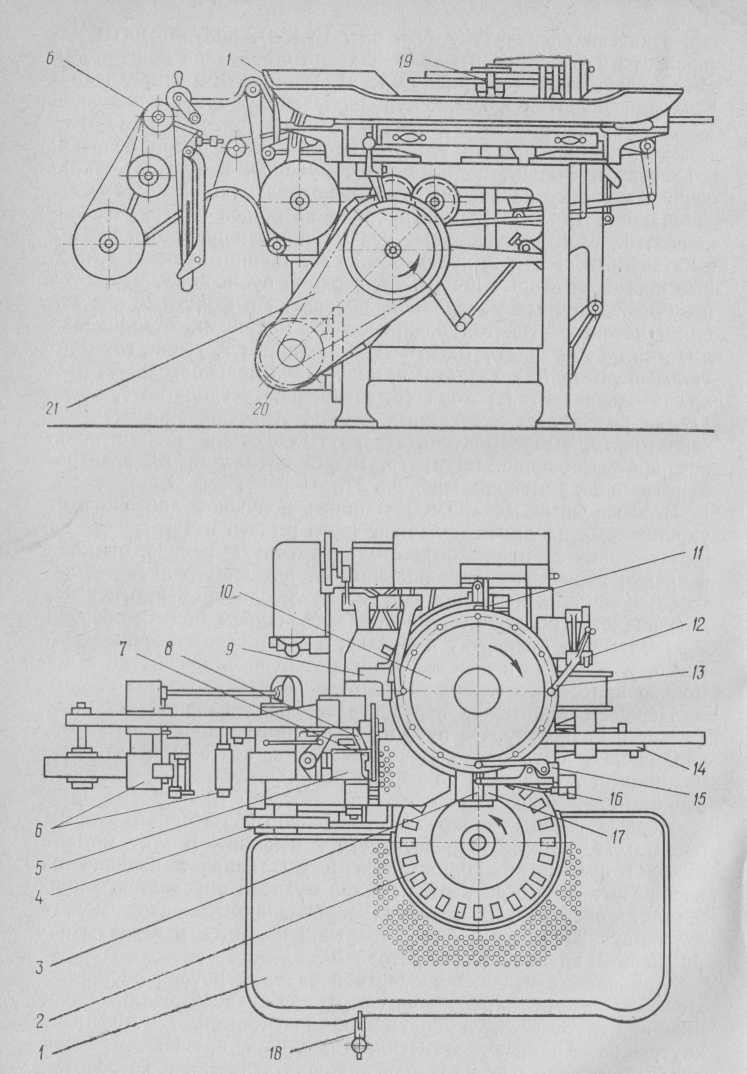
Машина (рис. 10.1) смонтирована на общей плите, установленной на стойках. Основные узлы машины: приемный стол 1 с питающим диском 2, кулачковый вал, нижний пуансон 3, первые щипцы 4, вторые щипцы 14, верхний пуансон 19, механизм подачи оберточных материалов, подвертки и фольги 6, кассета для флатовых этикеток 5, присосный механизм, отделяющая пластина 8 для флатовых этикеток, ножницы 7, усики, горизонтальный ротор 10 с захватами, подвижной подгибатель 17, раскрыватель захватов ротора 15, загибочное устройство 9, пресс 11 для уплотнения заделанных концов этикетки, раскрыватель захватов 13, выбрасыватель завернутых изделий 12, контрольное приспособление (щуп) 16, муфта сцепления 18, электродвигатель 20, ременная передача 21.
Все основные механизмы машины получают движение от укрепленных на валах кулачков через рычаги и тяги.
Изделия с приемного стола вручную раскладываются в ячейки периодически вращающегося питающего диска 2, который подает их к нижнему пуансону 3; одновременно к изделию подается оберточный материал. Механизм подачи обертки 6 разматывает подвертку и фольгу, а флатовые красочные этикетки, уложенные в кассету 5, подаются по одной штуке с помощью присосного механизма и отделяющей пластины 8.
Первые щипцы 4, передвигаясь, захватывают этикетку, фольгу и подвертку. На пути их движения расположены усики, удлиняющие путь прохождения этикетки, поэтому отрезанные ножницами 7 фольга и подвертка получаются короче флатовой этикетки.
Первые щипцы 4 передают оберточный материал вторым щипцам 14, которые переносят его к изделию. В этот момент нижний пуансон 3 поднимается и выталкивает изделие из ячейки питающего диска 2. Верхний пуансон опускается и прижимает оберточный материал к изделию. Зажатое между двумя пуансонами изделие с оберткой подается в захваты периодически вращающегося ротора 10.
При приеме изделия с оберткой захваты ротора раскрываются, а затем закрываются, верхний пуансон поднимается, нижний опускается, а подвижной подгибатель 17 подгибает внутреннюю полочку этикетки. Во время вращения ротора происходит закрытие наружной полочки этикетки и из обертки образуется трубка вокруг изделия. Далее изделие подводится
ротором к загибочному устройству 9, где концы этикетки заделываются в виде носка, после чего оно проходит через пресс 11, проглаживается, затем захваты ротора открываются и выбрасыватель 12 выталкивает завернутое изделие из захватов ротора на отводной лоток.
При отсутствии изделия в ячейке питающего диска контрольное приспособление 16, опускаясь, приводит в движение выключающий рычажок, который препятствует закрытию
Рис. 10.2. Комбинированный питатель для рулонного упаковочного материала и нарезанных этикеток щипцов; щипцы в этом случае не захватывают обертку, и механизмы машины срабатывают вхолостую.
В машинах типа ЕФ с горизонтальным ротором питатели упаковочного материала осуществляют подачу нескольких заготовок (этикетка, фольга, подвертка) от разных лент из рулонов (ЕФ-1, ЕФ-3) или этикетка подается из кассеты, куда укладываются заранее нарезанные заготовки (ЕФ-2, ЕФ-4). Если заготовки отрезаются ножницами одновременно от разных лент, то в этом случае из-под наружной этикетки всегда видна подвертка или фольга. Это происходит потому, что наружная этикетка должна покрыть больший периметр за счет толщины подвертки и фольги. Следовательно, этикетка должна быть на 0,5—1 мм длиннее подвертки. Выполнить такое условие можно при подаче флатовых этикеток из заранее заготовленного штабеля, как это происходит в комбинированном питателе, представленном на рис. 10.2.
В питателе рулонный упаковочный материал, фольга 4 и подвертка 5 разматываются валиком 6, будучи прижаты к его поверхности прижимным валиком 7, который при заправке отводится рукояткой 8. Упаковочный материал огибает компенсирующий ролик 2, скользящий по прорези З и при опускании вниз нажимает на рычаг 1, который тягой 9 останавливает валик 6. Затем упаковочный материал, обогнув направляющий ролик 10 ложится на поверхность подвижного столика 19 с тормозной планкой 11 и неподвижного стола с направляющими устройствами 12. Они центрируют упаковочный материал относительно изделия. Столик 19 закреплен на подвижном рычаге 20 приводимом в движение кулачком.
В крайнем правом положении рычага 20 и столика 19 передний край рулонного упаковочного материала находится на 2 мм левее переднего края этикетки 13 в магазине 14. В таком положении нижняя этикетка и ленты упаковочного материала захватываются щипцами 16 протаскиваются вправо на нужную длину. При этом столик 19 также перемещается вправо. Когда упаковочный материал подан на нужную длину, поднимающаяся вверх направляющая 17 и неподвижная направляющая 15 образуют петлю из упаковочного материала. Левая кромка этикетки проходит за плоскость ножниц 18. Смыкающиеся лезвия ножниц отрезают рулонный упаковочный материал так, что его левая кромка находится на 1—3 мм правее левой кромки верхней этикетки. Это зависит от хода направляющей 17. Поданный в таком виде комплект упаковочного материала позволяет получить более аккуратную завертку.
Заверточные автоматы типа ЕУ. Автоматы предназначены для завертки карамели и конфет. Карамель вперекрутку завертывается на ЕУ-3, ЕУ-4, конфеты на ЕУ-5, ЕУ-7; карамель «в уголок» упаковывается на автоматах ЕЛ-8, конфеты —на ЕЛ-5. На рис. 10.З изображен заверточный автомат ЕУ-4, предназначенный для завертки карамели вперекрутку.
Автомат имеет загрузочный бункер 7 с виброложом 8 и питающим диском 10 с ячейками, из которых карамель вместе с отрезанной этикеткой подается в захваты 4 вертикального ротора. Закручивание концов обертки производится лапками 5 в верхней зоне ротора, вращающимися на консольных валах. Завернутая карамель выталкивается из захватов ротора на приемный лоток 9 при помощи качающегося рычага 6. Рулонные этикетки и подвертка подаются с бобин 3.
Автомат имеет блокирующие устройства для автоматической остановки машины в случае отсутствия карамели или обертки и пульт управления 1. Для ручного проворота автомата предназначен штурвал 2. Рассмотрим более подробно питатели автомата для изделий и упаковочного материала.
Питатель для изделий имеет коническую ориентирующую поверхность и профильные гнезда (рис. 10.4). Он применяется при упаковке карамели.
Рис. 10.З. Карамелезаверточный автомат ЕУ-4
Карамель поступает в бункер 1, вибрирующий ворошитель 2 препятствует сводообразованию изделий в бункере. Из бункера карамель подается по вибролотку 6, установленному на упругих пластинчатых подвесках 7, прикрепленных к плите 5. К этой же плите на кронштейне крепится электромагнит 3. Обмотка электромагнита питается переменным током частотой 50 Гц. К лотку привернут якорь 4, который притягивается к электромагниту при его намагничивании. В электросхеме этого питателя отсутствует реостат, поэтому ‘амплитуда колебания лотка и скорость движения карамели по лотку постоянны. Ворошитель жестко соединен с вибролотком и колеблется с той же частотой.
Количество карамели, поступающей из бункера, регулируют заслонкой 19. Крошка, попавшая с карамелью, просыпается через щелевые отверстия 18 в днище вибролотка 6. По вибролотку карамель направляется к вращающемуся диску, который получает вращение от пространственного кулачка 11 через цевочное колесо 10.
Центральная часть диска 9 выполнена в виде конуса, поэтому поступающая карамель скатывается к борту 17, по пути западая в профильные гнезда 16. Установленная над диском щетка 14 поправляет запавшие в гнезде изделия. Изделия, занявшие неправильное положение, выбрасываются на повторную ориентацию.
Рис. 10.4. Питатель для изделий автомата ЕУ-4
Щетка приводится во вращение от главного вала через передачи 12 и 13. Перегородка 15 преграждает путь карамели, не лежащей в гнездах, к узлу подачи на завертку. По мере скопления карамели на диске она поднимает лапку 8, которая размыкает контакты в сети питания электромагнита.
При завертке конфет подача их к лапкам операционного барабана осуществляется с помощью ленточного питателя. Подача конфет на питатель автомата ЕУ-5 может осуществляться или от группового питателя, или от индивидуального — ручного или механического.
К автомату ЕУ-5 может присоединяться механический индивидуальный питатель МГ производства объединения «Нагема» (ГДР) (рис. 10.5). Питатель состоит из трех продольных горизонтальных транспортеров 5, 5 и 6, над которыми установлены три вертикальных транспортера 7, 8 и 9 так, что направление их движения составляет острый угол с направлением движения продольных транспортеров. Скорости транспортеров возрастают от зоны подачи конфет,к зоне выхода. Подаются конфеты на питатель широким ленточным транспортером 4, а отводятся вращающимся диском 12 непосредственно на транспортер 11 питателя автомата, над которым установлена вращающаяся вокруг горизонтальной оси щетка 10, отбрасывающая неориентированные конфеты. Над продольными транспортерами установлены подпружиненные направляющие 1 и 2 и ряд неподвижных направляющих, дополнительно ориентирующих конфеты.
Над продольными транспортерами установлены подпружиненные направляющие 1 и 2 и ряд неподвижных направляющих, дополнительно ориентирующих конфеты.
Ориентирование конфет длинной стороной но направлению движения происходит в результате их контакта при движении по продольным транспортерам с вертикальными транспортерами и направляющими.
При установке с автоматом ЕУ-5 привод питателя МГ управляется фотодатчиком питателя автомата: при переполнении транспортера автомата питатель МГ прекращает подачу конфет. Габаритные размеры питателя (в мм) 2300X800X900.
Питатель для упаковочного материала подает этикетку и подвертку из рулона и снабжен вращающимися валиками и тормозом на рулонодержателе. В питатель (рис. 10.6) этикетки подаются из рулона 5, а подвертка — из рулона 22. Каждая лента упаковочного материала поочередно огибает группу направляющих и натяжных роликов (для этикеток 1, 2, 4, 5 и для подвертки соответственно 23, 24, 25 и 26), образуя многопетлевую систему запаса ленты, чем обеспечивается большая равномерность ее натяжения.
Затем ленты, наложенные одна на другую, поступают на площадку 6 под тормозную фрикционную пластину 7. Выходящие из-под пластины ленты продвигаются под двуплечий рычаг 9. На одном плече рычага находится прижим 8, а на другом — один из непрерывно вращающихся подающих валиков 11. Рычаг 9 поворачивается вокруг оси 10, которая получает движение от кулачкового механизма 12. Подающая лента проходит между неподвижным 13 и подвижным 14 лезвиями ножниц. В момент отрезания от лент заготовок упаковочного материала определенной длины валик 11 поднимается, прижим 8 опускается и подача упаковочного материала прекращается.
Торможение рулона осуществляется ленточным тормозом. Он состоит из тормозного диска, огибаемого металлической лентой 21. Она прижимается к диску пружиной 19. Когда бумага сматывается с рулона, рычаг 20 поворачивается по часовой стрелке, растягивая пружину 19 и ослабляя торможение металлической ленты 21. Рулон фиксируется при повороте зажимного диска 15, имеющего на торце ступицы винтовой срез. При зажиме рулона винтовой срез упирается в штырь 16, закрепленный на ступице диска 18, укрепленной на валу 17. При надевании зажимного диска штырь проходит через паз в ступице диска.
Останні коментарі